A little over 3 years ago, the Elsevier publishing company decided that the topic of Smart Manufacturing had achieved enough global breadth and momentum to warrant in-depth treatment in an edited set of articles. As they researched the domain, they realized that it split neatly into two categories of material: a general set of concepts that are applicable in any industry, and example implementations that are specific to a small set of related industries.
The editors then consulted with a number of industrial and academic subject matter experts to subdivide each category into a set of topics, and the Table of Contents for each of the two volumes was born. The results were first published in August 2020, and are available from Elsevier:
- Volume 1: Concepts and Methods (426 pages)
“Research efforts in the past ten years have led to considerable advances in the concepts and methods of smart manufacturing. Smart Manufacturing: Concepts and Methods puts these advances in perspective, showing how process industries can benefit from these new techniques. The book consolidates results developed by leading academic and industrial groups in the area, providing a systematic, comprehensive coverage of conceptual and methodological advances made to date.” - Volume 2: Applications and Case Studies (528 pages)
“Research efforts in the past decade have led to considerable advances in the concepts and methods of smart manufacturing. Smart Manufacturing: Applications and Case Studies includes information about the key applications of these new methods, as well as practitioners’ accounts of real-life applications and case studies.”
One of the editors was Dr. Thomas F. Edgar, a long-time professor in the University of Texas Chemical Engineering department who specialized in process modeling, control, and optimization. He is also credited by many as being the “father of semiconductor APC" (advanced process control), since a number of his graduates ended up in the automation/process engineering department at AMD/Austin and transformed this domain from spreadsheets and “sneakernet” to a fab-wide, model-based process control system.
Needless to say, I was honored when he called to say that Elsevier wanted a case study on the semiconductor industry’s use of smart manufacturing, and to ask if I would write that section. I readily agreed, and provided the chapter titled “Smart Manufacturing in the Semiconductor Industry: An Evolving Nexus of Business Drivers, Technologies, and Standards.” The abstract for that chapter follows:
“The semiconductor industry embarked on its own “Smart Manufacturing” journey well over 30 years ago, long before the term was coined. The continuous productivity improvements that we now take for granted are essential for creating and building the devices that fuel our electronics-based global economy and maintaining commercial viability in a hypercompetitive industry. However, what we have learned in the process is that like many scientific endeavors, it is a journey without a destination. As new market opportunities are met with new device and system technologies in an ever-changing business environment, the list of manufacturing challenges is never complete.
This is where the global Smart Manufacturing initiative enters the picture. Although its key tenets are not specific to the semiconductor industry, the attention it drew to this topic triggered the formation of the SEMI Smart Manufacturing Community, which now provides a forum for thought leaders across the semiconductor manufacturing value chain to focus on these important challenges. To put this initiative in its proper perspective, this chapter explores the past, present, and future of Smart Manufacturing in the semiconductor industry.”
Regarding the Smart Manufacturing Initiative (now with chapters in several geographic regions), SEMI is the perfect host for such a group. Since its charter includes both trade and standardization activities for the industry worldwide, and its members develop the diverse technologies that comprise the electronics industry, SEMI forms an ideal backdrop for describing the evolution of semiconductor Smart Manufacturing. This is illustrated in the figure below.
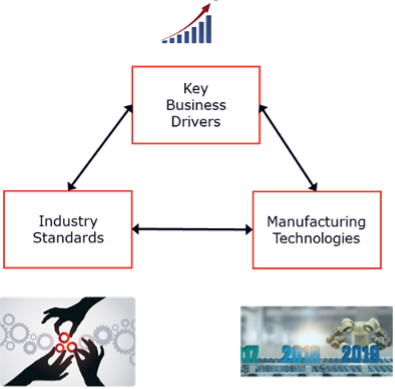
Thinking back over my almost 50 years in the industry, I think the factor that contributed the most to the industry’s current success was the evolution of its collaboration culture. Whether driven by the need for industry efficiency, the fear of extinction, or the recognition of mutual interdependence, today’s global semiconductor industry enjoys a collaborative culture that is unequaled in other for-profit industries.
If the topic of Smart Manufacturing piques your interest, I invite you to visit the Elsevier websites shown above for more information. I have also distilled the semiconductor case study chapter into a set of slides that I will be happy to review/discuss with you.
We wish you the best on your company’s Smart Manufacturing journey – let us know how we can help!

 We’re drowning in data but still thirsting for wisdom… This is a paraphrase of what one of the virology doctors interviewed at the beginning of the COVID-19 pandemic said about the challenges they faced in charting a course of action using the myriad volumes of data being collected around the world. The sentiment reminded me that in an entirely separate but no less complex domain: electronics manufacturers face similar challenges using data from the thousands of disparate sources in a factory to make the decisions that ultimately determine the viability of their enterprises.
We’re drowning in data but still thirsting for wisdom… This is a paraphrase of what one of the virology doctors interviewed at the beginning of the COVID-19 pandemic said about the challenges they faced in charting a course of action using the myriad volumes of data being collected around the world. The sentiment reminded me that in an entirely separate but no less complex domain: electronics manufacturers face similar challenges using data from the thousands of disparate sources in a factory to make the decisions that ultimately determine the viability of their enterprises.