During the week of SEMICON West in San Francisco this past July, the North American Information & Control Committee met to discuss and consider new and pending standards within the industry. SEMATECH was noticeably absent from the sessions. For many years, SEMATECH has been a leader in developing and promoting the GEM 300 and EDA standards.
Here are the highlights from those meetings and how they will effect you.
The DDA Task Force is in the early stages of planning a Freeze 3 version of the EDA (Interface A) standards. This may cause some concern—especially with OEMs—as some are just now getting their Freeze 1 interfaces accepted in Fabs. Freeze 2 was a big step forward in making the standards clearer and easier to adopt, but it required a lot of work to move from Freeze 1 to Freeze 2. The hope is that the transition from Freeze 2 to Freeze 3 will be easier, but there will be doubt and concern among many OEMs.
One of the changes proposed for Freeze 3 is replacing the usage of SSL (HTTP) with WS-Security, an extension to SOAP and a member of the web services specifications published by OASIS. This extension allows for secure data within a SOAP message, while still using HTTP for data transfer. This is really an underlying issue and should not affect the applications that would interface with our CIMPortal Plus product. It would allow for a secure connection between CIMPortal and the Fab client so that the data transmitted is protected from theft. There would be configuration changes required to allow the secure connection to be defined, but—once it is—the actual interaction between the OEM’s application and CIMPortal Plus should not change.
Another change being considered is the implementation of WS-ReliableMessaging, another extension to SOAP and also a member of the web services specifications published by OASIS. WS-ReliableMessaging describes a protocol that allows SOAP messages to be reliably delivered between distributed applications in the presence of software component, system, or network failures. Just as the WS-Security item above, this would be at the protocol level, an “under-the-hood” change. It should not affect the way applications interact with our product, but should provide for a more reliable connection to the host EDA client. Use of this extension could also allow EDA to be used in more factory applications, where guaranteed data acquisition is required.
The final issue that was discussed relating to Freeze 3 was a new high-frequency trace for collecting data at very high speeds triggered for short periods of time where the collected data is sent at the end of the collection period. For example, a 1 ms trace for 5 seconds where the 5,000 collected samples for each parameter would be sent at the end of the 5 second period. This change might require alterations in our products. This will help the data reporting be more efficient. Rather than reporting small individual pieces of data to the EDA client, this will allow many data samples to be sent together making for more efficient use of the network.
The GEM 300 Task Force had three ballots on hold due to the ongoing SML copyright legal trial between SEMI and The PEER Group. However, work on other pending ballots continued. The first, Ballot 5872, proposes to add new features to the E172 SEDD standard. E172 is a new standard that provides an XML schema for documenting a GEM/GEM 300 interface. Eventually, E172 can completely replace the current GEM documentation requirements.
Recipe Integrity ballot 5618 has an uncertain future since ISMI failed to pursue its development; unfortunately, the ballot had seemed very close to completion. This standard says that it will not require changes to SECS II messages, but simply clarifies what parameters are defined and how the existing pieces work together. So, essentially, it would be a standard that tells you how to use other existing standards.
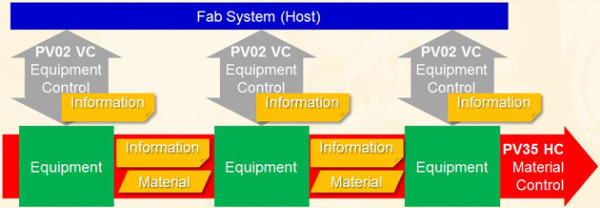
Finally, the Task Force discussed enhancing the GEM 300 standards to handle equipment that bond substrates and divide substrates. This will affect E90 and could affect E40, E87, and E94 as well. These changes would likely require updates to CIM300. Right now the standards just address how to treat equipment where the same material (substrates or wafers) go in and out. Traditional material tracking assumes one wafer in, get processed, then return to an output carrier. In the proposed case, either two wafers go in and one unit comes out, or one substrate goes in and two come out
The committee is scheduled to next meet in November, so you can plan on seeing another post from me on the outcome of those meetings afterwards. Subscribe to our blog in the upper right corner of this page to be sure not to miss that or any of my future updates on the North American Information & Control Committee.