
Purpose of Spooling Messages
Even the most robust computer networks experience communication failure. Regardless of the cause, a small outage could be responsible for a significant amount of mission critical data loss. GEM mediates this loss of data by providing the message spooling capability.
Spooling Definition
“Spooling is a capability whereby the equipment can queue messages intended for the host during times of communication failure and subsequently deliver these messages when communication is restored" SEMI E30-0717 7.12.
Spooling Benefits
Automated factories are data-driven. Data is extracted and analyzed to make decisions that influence how engineering and management teams react to ensure product yield is high and scrap is low.
Gaps in this data could lead to erroneous judgement or even guessing. Spooling is a backup system that ensures this data will be preserved and restored reducing the risk of losing valuable data.
GEM Capability Requirements
Spooling is not a GEM requirement however, if this additional capability is implemented it must be done so properly. Here are a few requirements for implementing a compliant spooling interface.
The equipment must provide the host with the ability to enable and disable spooling via the equipment constant “EnableSpooling”. This EC is published by the equipment and the host can select the desired state.
When Spooling is implemented, it must be functional for all relevant primary messages and accessible using an S2, F43/F44 transaction. This excludes stream 1 messages which must be rejected if they attempt to “set spool”.
Non-Volatile Storage
The equipment is responsible for allocating enough non-volatile-storage to store all messages that have been spooled for at least one processing cycle of the equipment. The NVS will also house all spooling-related status variables. NVS is used for this data so that if a power outage occurs the data is persisted.
Loss of Power
All messages that were spooled prior to the equipment’s power loss will be available since they are persisted in non-volatile storage. All spooling context is restored from NVS if spooling was active at the time of the power loss occurred. This includes the spooled data as well as all spooling related status variables persisted in NVS.
Host responsibility for implementation of Spooling
Message spooling requires hosts to participate to successfully recover after a loss of communication. It is Ideal to leave spooling in the disabled state until the host has been programmed to properly handle all conditions that may occur in the entirety of this state machine. Disabled spooling is better than improperly managed spooling.
Once communication is re-established, the host must manage requesting the spooled messages. The host also has the option of purging the files from the equipment when necessary.
Conclusion
Though spooling is not a fundamental GEM requirement, if implemented it must be done so properly. Both host and equipment software have a responsibility to ensure GEM compliance when spooling is enabled. GEM spooling protects the potential loss of valuable data and provides a standard for both equipment and host software to adhere to with ease.
Click here to read the other articles in our SECS/GEM Features and Benefits series.
To download a white paper on an introduction to SECS/GEM, Click below:

 I remember as a new Boy Scout, we planned a hiking trip up into a primitive area in the mountains near my home. One of the first things we learned about reading a map was where to find the legend. The map legend contains important information needed to read a map, like indicating which direction is north. Now that we knew where to find the legend, we could orient the map so it made sense as we were planning our hike.
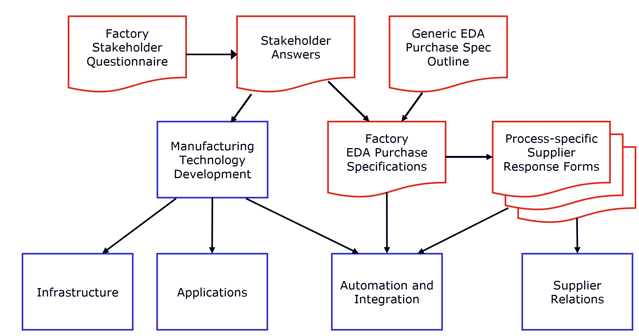
I remember as a new Boy Scout, we planned a hiking trip up into a primitive area in the mountains near my home. One of the first things we learned about reading a map was where to find the legend. The map legend contains important information needed to read a map, like indicating which direction is north. Now that we knew where to find the legend, we could orient the map so it made sense as we were planning our hike.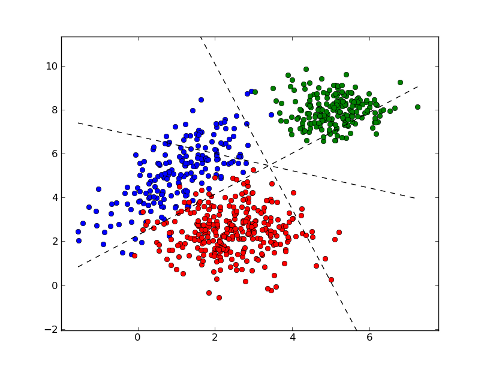 The other major solution component for a production FDC system is a fault model library management capability that can handle large numbers of models. This is necessary because the multivariate approach includes little or no awareness of the physical meaning of the principal components (i.e., they are not “first principles” based), so different operating points for the equipment must have their own sets of fault models. The proper models for a given operating point are selected by matching the values of the “context parameters” for a specific run to those used to store the models. Even if some models can be shared across a range of operating points, the number of distinct models for a foundry megafab will still number in the thousands.
The other major solution component for a production FDC system is a fault model library management capability that can handle large numbers of models. This is necessary because the multivariate approach includes little or no awareness of the physical meaning of the principal components (i.e., they are not “first principles” based), so different operating points for the equipment must have their own sets of fault models. The proper models for a given operating point are selected by matching the values of the “context parameters” for a specific run to those used to store the models. Even if some models can be shared across a range of operating points, the number of distinct models for a foundry megafab will still number in the thousands.




 SEMICON China was held from March 14-16, 2018 in Shanghai at the Shanghai New International Expo Centre. Simultaneously co-located at this huge complex were Productronica China and Laser World of Photonics China. All three shows were very busy this year, and it is clear the electronics manufacturing industry in China is booming.
SEMICON China was held from March 14-16, 2018 in Shanghai at the Shanghai New International Expo Centre. Simultaneously co-located at this huge complex were Productronica China and Laser World of Photonics China. All three shows were very busy this year, and it is clear the electronics manufacturing industry in China is booming.
 As the
As the 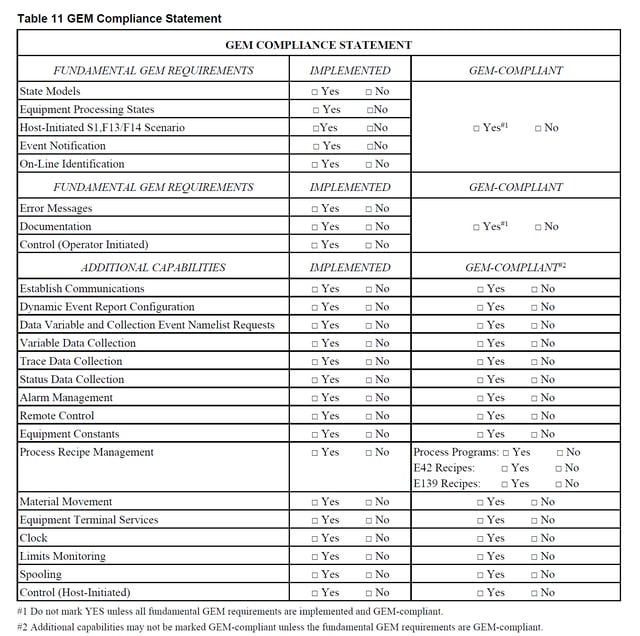






 Just like a home alarm system, semiconductor fabs want to know when something bad has happened. They want to prevent the material being processed from being scrapped. Alarm management enables the equipment to notify the host when something goes wrong, and provide information about what has gone wrong. The GEM standard defines Alarm Management as the capability to provide host notification and management of alarm conditions occurring on the equipment.
Just like a home alarm system, semiconductor fabs want to know when something bad has happened. They want to prevent the material being processed from being scrapped. Alarm management enables the equipment to notify the host when something goes wrong, and provide information about what has gone wrong. The GEM standard defines Alarm Management as the capability to provide host notification and management of alarm conditions occurring on the equipment.  condition occurs. Communicating that additional information to the host is valuable, but cannot be done through the normal Alarm Report Send/Acknowledge messages. To provide a way to get this additional information, GEM requires that two collection events be defined for each possible alarm condition on the equipment – one event for when the alarm is set, and another for when the alarm is cleared. These collection events allow the GEM event data collection mechanisms to be used to send the additional related information to the host when an alarm changes state.
condition occurs. Communicating that additional information to the host is valuable, but cannot be done through the normal Alarm Report Send/Acknowledge messages. To provide a way to get this additional information, GEM requires that two collection events be defined for each possible alarm condition on the equipment – one event for when the alarm is set, and another for when the alarm is cleared. These collection events allow the GEM event data collection mechanisms to be used to send the additional related information to the host when an alarm changes state.



 Types of Data
Types of Data



